Explore our clinical-grade sterile assemblies, surgical gowns, and instrument kits engineered to minimize post-operative infection risks and maximize procedural efficiency.
In the modern healthcare ecosystem, infection prevention is not merely a clinical objective—it is a critical operational KPI and a major regulatory driver. Among the foundational components of surgical wound care and trauma management, sterile bandage rolls occupy a vital position. These medical consumables act as the primary barrier against exogenous pathogens, ensuring that incision sites and trauma wounds remain aseptic throughout the healing cycle.
As global clinical standards transition toward highly structured protocol-driven dressing systems, the demand for medical-grade sterile bandages has evolved beyond basic gauze rolls. Today's healthcare providers require customized, structurally stable, and bio-compatible materials that perform reliably under mechanical stress. The transition from raw, non-sterile bulk textiles to advanced sterile roll components requires strict adherence to international cleanroom standards, sterilization validation, and raw material purity.
Consequently, hospital supply chains and international medical device brands are re-evaluating their partnerships with OEMs. To maintain market competitiveness, a partner must deliver more than basic sewing and packaging; they must offer comprehensive engineering support, clinical-grade material science, and a thoroughly validated supply chain.
Procuring medical disposables on a global scale involves navigating complex regulatory frameworks, stringent quality assurance audits, and geopolitical logistics risk. For procurement officers in North America, Europe, and the Asia-Pacific region, the cost of product failure is exceptionally high. A single batch of compromised sterile bandage rolls can lead to catastrophic clinical outbreaks, legal liabilities, and regulatory penalties.
To mitigate these operational risks, buyers must assess manufacturers through the lens of E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness):
Compliance with FDA registration, CE marking under the Medical Device Regulation (MDR 2017/745), and ISO 13485 certification is non-negotiable. It verifies that the sterile bandage rolls are manufactured in validated facilities that guarantee trace audits from fibers to finished packages.
Suppliers must present verifiable sterilization validation reports, demonstrating a Sterility Assurance Level of 10-6. This ensures that the probability of a single viable microorganism occurring on a medical device is less than one in a million, validated via Ethylene Oxide (EO) or Gamma irradiation.
Modern bandage materials must undergo rigorous ISO 10993 testing. This guarantees that any adhesive chemistry, fibers, or non-woven structures are non-cytotoxic, non-irritating, and free from sensitization-inducing chemical residues.
Beyond compliance, procurement departments are prioritizing supply chain diversification and resiliency. The reliance on single-source suppliers is being replaced by dual-sourcing and partnerships with manufacturers capable of scaling production rapidly to prevent disruptions during public health crises.
Shanghai SwellMed Medical Co., Ltd. is a globally recognized manufacturer of high-quality single-use sterile medical devices, with a strong focus on infection control and surgical safety. We support OEM & ODM customization for healthcare providers, distributors, and brand owners worldwide.
Our core strength lies in seamlessly integrating cutting-edge R&D with practical clinical application. We possess deep domain expertise and hold numerous patents for our innovative technologies. Our products, backed by robust clinical data, are designed with a user-centric approach, ensuring reliability, ease of use, and improved patient outcomes. Furthermore, our global compliance certifications (e.g., FDA, CE) and dedicated professional support team guarantee trust and partnership at every stage.

Our medical devices have demonstrated exceptional clinical value, supporting over 50,000 successful procedures worldwide. Sales have grown 200% in three years, driven by surgeon trust and proven results in enhancing surgical precision and reducing recovery times. This performance underscores our role as a key innovator in the medical field.
The production of sterile bandage rolls is no longer a low-tech manual process. Shanghai SwellMed Medical is at the forefront of China's Industry 4.0 revolution within the medical manufacturing sector. By transitioning to automated, digitally controlled, and fully integrated production environments, we resolve the traditional tradeoffs between manufacturing speed, quality consistency, and unit cost.
Our smart manufacturing framework relies on automated optical inspection systems, real-time climate telemetry in our Class 100,000 cleanrooms, and robotic packing lines. This minimizes direct human intervention, reducing the risk of bioburden introduction before the final sterilization phase.
Our state-of-the-art machinery ensures that each sterile bandage roll is cut to exact dimensions with sealed, lint-free borders. High-precision tension control prevents structural deformation, ensuring consistency across millions of units.
Operating under ISO Class 8 (Class 100,000) cleanroom protocols, we maintain strict control over particulate counts, differential air pressures, and humidity, ensuring sterile processing integrity.
From raw fibers to the final sterile carton, our enterprise resource planning systems track every batch, ensuring seamless trace capabilities for hospital compliance coordinators.
Furthermore, our geographical placement within Shanghai's medical industry cluster grants us direct access to raw material inputs and deepwater shipping terminals. This enables us to compress production cycle times and buffer international clients against volatility in logistics fees and transit durations.
Verified visual representation of our high-volume production facilities, QA workflows, and global shipping preparations.










Sterile bandage rolls are not singular products utilized in isolation; they are integrated into diverse, high-pressure clinical and industrial scenarios:
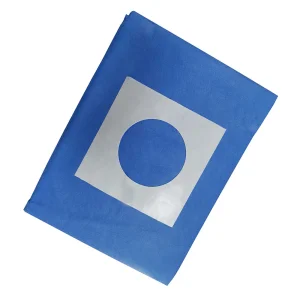
Following surgical closures, sterile dressing applications demand immediate, highly absorbent, and pressure-stable support. Non-sterile gauze is obsolete due to the risk of surgical site infections (SSIs). Pre-sterilized rolls are cut inside the sterile field, facilitating continuous wound coverage.
First responders face unpredictable environmental parameters. Cohesive and elastic sterile bandage rolls provide compression to mitigate external hemorrhaging. Water-resistant and dust-tight secondary packaging ensures products remain completely dry and sterile inside active trauma bags.
Managing chronic ulcers (diabetic, venous pressure ulcers) requires repetitive dressing cycles. Comfort, vapor permeability, and minimal adhesion properties prevent secondary tissue damage during frequent changes. Custom ODM sizing options allow clinics to reduce material waste by matching exact patient anatomical metrics.
Crucial technical details analyzed by SwellMed's engineering and quality assurance teams.
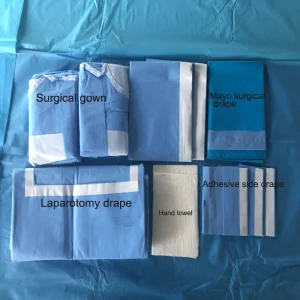
Supporting global clinical procedures with reliable surgical gowns, patient positioning sets, and protective barriers.